ensayos no destructivos
¿que es un ensayo no destructivo?
inspeccion visual
Es el método más básico y frecuente, ya que se puede obtener información inmediata de la condición superficial de los materiales que se estén inspeccionando, con el simple uso del ojo humano y en algunos casos, con la ayuda de algún dispositivo óptico, ya sea para mejorar la percepción visual (lupas, lentes, etc.) o para proporcionar contacto visual en zonas de difícil acceso, tal como en el interior de tuberías y equipos donde se emplean boroscopios y pequeñas videocámaras rígidas o flexibles.
La inspección visual y óptica es aquella que utiliza la energía de la porción visible del espectro electromagnético. Los cambios en las propiedades de la luz, después de entrar en contacto con el objeto inspeccionado, pueden ser detectados por el ojo humano o por un sistema de inspección visual. Sus siglas en inglés son VT= Visual Testing.
El personal que realiza este ensayo tiene amplia capacitación y conocimiento en los materiales a inspeccionar, así como también en el tipo de irregularidades o discontinuidades a detectar en los mismos. Este control se hace basándose en las normas o códigos que rigen la fabricación, proceso y servicio.
La inspección visual es el primer paso de cualquier evaluación. En general, las Pruebas No Destructivas establecen como requisito previo realizar una inspección de este tipo.
aplicaciones
|
La inspección visual es utilizada para los siguientes propósitos:
- La inspección de superficies expuestas o accesibles de objetos opacos (incluyendo la mayoría de ensambles parciales o productos terminados).
- La inspección del interior de objetos transparentes (tales como vidrio, cuarzo, algunos plásticos, líquidos y gases).
- Detectar errores en el proceso de manufactura.
- Obtener información acerca de la condición de un componente que muestra evidencia de un defecto.
- Dar una valoración total de la condición de una pieza, estructura, componente o sistema.
- Proveer una detección temprana antes que una discontinuidad alcance un tamaño crítico.
- Inspeccionar lugares que están fuera del alcance de los inspectores, mediante instrumentos diseñados para dicho trabajo.
En la industria de la energía, petroquímica, transporte y de infraestructura, donde existen ambientes corrosivos, temperatura o donde es contenida presión, se requieren comprobaciones visuales.
Descubrir y reparar los defectos a tiempo resulta en una reducción sustancial del costo. Se ha comprobado que un programa consistente de Inspección Visual, por ejemplo antes, durante y después de la soldadura, puede resultar en el descubrimiento de la mayoría de todos los defectos que se podrían detectar con el uso de métodos de prueba más extensos.
grupos de inspeccion visual
grupos de inspeccion visual
Según los instrumentos que se utilicen como ayuda a la
visión, y la distancia (o el acceso) que se tenga entre el inspector y el
objeto de estudio, la Inspección Visual se puede dividir en dos grupos:
• Inspección Visual Directa
• Inspección Visual Remota
En la primera, la inspección se hace a una distancia corta del objeto,
aprovechando al máximo la capacidad visual natural del inspector. Se usan
lentes de aumento, microscopios, lámparas o linternas, y con frecuencia se
emplean instrumentos de medición como calibradores, micrómetros y galgas para
medir y clasificar las condiciones encontradas.
La inspección visual remota se utiliza en aquellos casos en
que no se tiene acceso directo a los componentes a inspeccionar, o en aquellos
componentes en los cuales, por su diseño, es muy difícil ganar acceso a sus
cavidades internas.
Este tipo de inspección es muy usada en la industria para
verificar el estado interno de los motores recíprocos, las turbinas
estacionarias, compresores, tuberías de calderas, intercambiadores de calor,
soldaduras internas, tanques y válvulas entre otros.
En la industria aeronáutica la inspección visual remota es
muy usada para la inspección interna de los motores a reacción. Mediante esta
inspección se puede diagnosticar el estado de las cámaras de combustión, las
etapas de compresión y las etapas de turbina, sin realizar grandes destapes o
desensambles.
Se utilizan boroscópios rígidos o flexibles, videoscópios y fibroscópios (fibra
óptica), con los cuales, mediante una sonda adaptada a una cámara digital, se
puede llegar a la mayoría de las cavidades internas y lugares inaccesibles para
el inspector.
En el mercado se pueden encontrar equipos con sondas de
diferentes diámetros y diferentes longitudes, según la aplicación, y con
grabación de video y fotografía digital, lo cual permite guardar un registro de
cada inspección realizada.
Ventajas
•Simple de usar en áreas donde otros métodos son impracticables
•Ayudas ópticas mejoran el método
•Ayudas ópticas mejoran el método
Desventajas
•Fiabilidad dependiente de la habilidad y la experiencia del operario
•Requiere accesibilidad para visibilidad directa de la zona
•Requiere accesibilidad para visibilidad directa de la zona
ultrasonido
La examinación por Ultrasonido Industrial (UT) se define como un procedimiento de inspección no destructiva de tipo mecánico, que se base en la impedancia acústica, la que se manifiesta como el producto de la velocidad máxima de propagación del sonido entre la densidad de un material.
El método de Ultrasonido se basa en la generación, propagación y detección de ondas elásticas (sonido) a través de los materiales, ya que por principio las ondas ultrasónicas pueden propagarse a través de todos los medios donde exista materia. Es una prueba confiable y rápida, que emplea ondas sonoras de alta frecuencia (0.25 a 25 MHz) producidas.
La realización del ensayo por ultrasonido requiere una serie de etapas, las cuales deben ser realizadas por personal altamente capacitado y entrenado en este ensayo.
Ya que la inspección ultrasónica se basa en un fenómeno mecánico, se puede adaptar para que pueda determinarse la integridad estructural de los materiales de ingeniería.

aplicaciones
principales aplicaciones consisten en:
- Detección y caracterización de discontinuidades.
- Medición de espesores, extensión y grado de corrosión.
- Determinación de características físicas, tales como: estructura metalúrgica, tamaño de grano y constantes elásticas.
- Definir características de enlaces (uniones).
- Evaluación de la influencia de variables de proceso en el material.
Existen 3 formas básicas de inspección por ultrasonido: Scan A, Scan B y Scan C:
- En el Scan A, el sonido viaja y al rebotar se analiza la onda que puede ser completa o media onda. La altura del pico está relacionada con el tamaño del defecto; y la distancia horizontal donde éste aparece, está relacionada con el recorrido sónico seguido por la onda dentro del material. Los patrones de calibración permiten posicionar el defecto con precisión y los patrones de referencia permiten establecer un nivel de comparación para estimar la severidad de los defectos.
- El Scan B es la representación gráfica de los espesores obtenidos mediante ultrasonido, frente a la distancia recorrida por el palpador frente al tiempo. De esta manera, se logra un corte transversal de la pieza inspeccionada.
- El Scan C es una presentación de la información de manera bidimensional, con un código de pseudo-colores que representa la profundidad o espesor del material.
Esta representación puede ser obtenida por un palpador monocristal con un manipulador robotizado o mediante el empleo de un arreglo de varios cristales, excitados por grupos, de tal manera que constantemente obtienen un corte transversal de la pieza debajo de él y que va avanzando manual o automáticamente para obtener el mapa bidimensional de espesores.
Generación de ultrasonido
Existe un gran número de métodos para generar ultrasonidos;
en principio sirven ya los mismos procedimientos que se emplean para generar
sonidos audibles. Si los dispositivos capaces de oscilar
se construyen con una frecuencia propia correspondientemente alta. Sin
embargo, estos procedimientos mecánicos, y algunos otros principios, no se
utilizan en el ensayo no destructivo de materiales, recurriéndose por el
contrario a otros efectos físicos, a saber: el efecto magnetoestrictivo, y sobre
todo el efecto piezoeléctrico.
Efecto magnetoestrictivo
Los materiales ferro magnéticos (muy especialmente el
níquel, además del acero), tienen la propiedad de contraerse o expandirse por
efecto de un campo magnético. Inversamente, en una barra de acero ferro
magnético se produce un campo magnético si es expuesta a un esfuerzo de
tracción o compresión.
Efecto piezoeléctrico
El efecto piezoeléctrico reviste una importancia mucho
mayor, siendo aprovechado casi universalmente para el ensayo no
destructivo de materiales. Ciertos cristales naturales o sintetizados tienen la
propiedad de que en presencia de un esfuerzo de tracción o compresión se
originan cargas eléctricas en su superficie. La carga cambia de signo si se
invierte la dirección del esfuerzo. Así es que en las superficies de un
cristal expuesto alternativamente a un esfuerzo de tracción y un esfuerzo
de compresión existe un potencial alternativamente positivo y negativo
(tensión alterna).El efecto piezoeléctrico es reversible, es decir, cuando
se aplica una carga eléctrica a la superficie del cristal, esta se contrae o se
expande según el signo de la carga eléctrica.
Procedimiento de ensayo ultrasónico.
Como se sabe, una onda ultrasónica incidente, en parte se
refracta y en parte se refleja si existe una variación de la resistencia a la
onda sonora, como en el caso en que exista un defecto dentro del material. De
ello se derivan dos procedimientos de ensayo, basados respectivamente, en
la evolución de la parte transmitida de la onda o de la parte reflejada de la
misma.
Procedimiento de transmisión
En este procedimiento se evalúa la parte del
ultrasonido que ha sido transmitido a través de la pieza que se ensaya. A
un lado de la pieza se aplica un emisor de sonido y al otro lado, un
receptor. En presencia de un defecto, la intensidad sonora en el receptor disminuye
a causada la reflexión parcial o se hace nula en caso de reflexión total (Fig.
10). Lo mismo da que se emplee sonido continuo o impulsos de sonido
para el ensayo, pues el emisor y el receptor eléctricamente están
separados entre sí. En este ensayo no se puede determinar la profundidad a
la que está localizado el defecto de la pieza. Cuando existen daños en el
material, deformaciones o variaciones en las forma de este se producen
impedancias de onda diferentes a la normal que producen reflexión de la
onda ultrasónica.
Aplicaciones
El Ultrasonido Industrial es un ensayo no destructivo
ampliamente difundido en la evaluación de materiales metálicos y no metálicos.
Es frecuente su empleo para la medición de espesores,
detección de zonas de corrosión, detección de defectos en piezas que han sido
fundidas y forjadas, laminadas o soldadas; en las aplicaciones de nuevos
materiales como son los metalcerámicos y los materiales compuestos, ha tenido
una gran aceptación, por lo sencillo y fácil de aplicar como método de
inspección para el control de calidad de materiales, bien en el estudio de
defectos (internos, subsuperficiales y superficiales) y en la toma de
mediciones como: medición de espesores (recipientes de acero, capa de grasa en
animales, etc.), medición de dureza, determinación del nivel de líquido, etc.
Ventajas del Ultrasonido Industrial
- Se puede aplicar esta técnica en una gran gama de materiales y a un gran número de productos conformados como: chapas, ejes, vías, tubos, varillas, etc., y a procesos de fabricación tales como: soldadura, fundición, laminación, forja, mecanizado, etc.
- Es aplicable a otras ramas tales como: la medicina, navegación, pesca, comunicación, entre otras.
- Permite detectar discontinuidades tanto superficiales, subsuperficiales e internas.
- Puede aumentarse la sensibilidad del equipo al realizar un cambio conveniente de palpador.
- Los equipos pueden ser portátiles y adaptables a un gran número de condiciones.
Limitaciones del Ultrasonido Industrial
- El equipo y los accesorios son costosos.
- Deben emplearse vario tipos de palpadores a fin de determinar todas las discontinuidades presentes en la pieza, preferiblemente cuando se trata de piezas que o han sido ensayadas anteriormente.
- El personal destinado a realizar los ensayos debe poseer una amplia experiencia y calificación en el manejo de la técnica y los equipos.
Es un tipo de Ensayo No Destructivo que se utiliza para detectar e identificar discontinuidades presentes en la superficie de los materiales examinados. Generalmente, se emplea en aleaciones no ferrosas, aunque también se puede utilizar para la inspección de materiales ferrosos, cuando la inspección por partículas magnéticas es difícil de aplicar. En algunos casos se puede utilizar en materiales no metálicos. El procedimiento consiste en aplicar un líquido coloreado o fluorescente a la superficie en estudio, el cual penetra en cualquier discontinuidad que pudiera existir debido al fenómeno de capilaridad. Después de un determinado tiempo, se remueve el exceso de líquido y se aplica un revelador, el cual absorbe el líquido que ha penetrado en las discontinuidades y sobre la capa del revelador se delinea el contorno de éstas.
Este ensayo se basa en el principio físico conocido como "Capilaridad" y consiste en la aplicación de un líquido con buena penetración en pequeñas aberturas sobre la superficie del material a inspeccionar. Una vez que ha transcurrido un tiempo suficiente como para que el líquido penetre, se realiza una remoción del exceso de líquido penetrante y a continuación se aplica un líquido absorbente comúnmente llamado "revelador", de color diferente al líquido penetrante, el cual absorberá el líquido que haya penetrado en las aberturas superficiales. Por consiguiente, las áreas en las que se observe la presencia de líquido penetrante después de la aplicación del líquido absorbente, son áreas que contienen discontinuidades superficiales (grietas, perforaciones, etc.).
En general, existen 2 técnicas del proceso de aplicación de Líquidos Penetrantes: Visibles y Fluorescentes, cada una de estas pueden, a su vez ser divididas en tres subtécnicas: las que utilizan líquidos removibles con agua, las que utilizan líquidos removibles con solvente y las que utilizan líquidos posemulsificables.
Estos se clasifican de la siguiente manera:
- Tipo I = Penetrante fluorescente
- Tipo II = Tintas permanentes o visibles
- Proceso A = Penetrante lavable en agua
- Proceso B = Penetrante postemulsificado
- Proceso C = Penetrante removido con solvente
- Revelador seco: Grano fino se aplica por espolvoreado, rociado o sumergido.
- Revelador no acuoso: Es una suspensión absorbente, aplicado por rocío
- Revelador húmedo: Es una suspensión absorbente de polvo en agua, se aplica por inmersión.
- Portátil (atomizador)
- Estacionario (inmersión)
- Simple vista (portátil)
- Luz negra (estacionario)
Es importante saber que para cada proceso se recomienda un tipo revelador indicado y una metodología diferente para realizar el ensayo.
El entrenamiento y certificación del personal es necesario para la correcta aplicabilidad e interpretación de los resultados. Este ensayo es válido para todo tipo de materiales, de alta sensibilidad, aplicable a superficies extensas, portátil y fácil de operar e interpretar.

Aplicaciones
•Detección de grietas superficiales en todos los metales
Ventajas
•Simple de usar, preciso y fácil de interpretar
particulas magneticas
La Inspección por Partículas Magnéticas es un tipo de Ensayo No Destructivo que permite detectar discontinuidades superficiales y sub-superficiales en materiales ferromagnéticos como el hierro, el cobalto y el níquel. Debido a su baja permeabilidad magnética, no se aplica ni en los materiales paramagnéticos (como el aluminio, el titanio o el platino) ni en los diamagnéticos (como el cobre, la plata, el estaño o el zinc).
Los defectos que se pueden detectar son únicamente aquellos que están en la superficie o a poca profundidad. Cuanto menor sea el tamaño del defecto, menor será la profundidad a la que podrá ser detectado.
Si un material magnético presenta discontinuidades en su superficie, éstas actuarán como polos, y por lo tanto, atraerán cualquier material magnético o ferromagnético que esté cercano a las mismas. De esta forma, un metal magnético puede ser magnetizado local o globalmente y se le pueden esparcir sobre su superficie pequeños trozos de Partículas Magnéticas y así observar cualquier acumulación de las mismas, lo cual es evidencia de la presencia de discontinuidades sub-superficiales o superficiales en el metal.
Este método es ampliamente utilizado en el ámbito industrial y algunas de sus principales aplicaciones las encontramos en:
- El control de calidad o inspección de componentes maquinados.
- La detección de discontinuidades en la producción de soldaduras.
- En los programas de inspección y mantenimiento de componentes críticos en plantas químicas y petroquímicas (recipientes a presión, tuberías, tanques, etc.).
- La detección de discontinuidades de componentes sujetos a cargas cíclicas (discontinuidades por fatiga)
En general, existen dos principales medios o mecanismos mediante los cuales se puede aplicar las partículas magnéticas, estos son: vía húmeda y vía seca.
Así mismo, existen dos principales tipos de partículas magnéticas: aquellas que son visibles con luz blanca natural o artificial y aquellas cuya observación debe ser bajo luz ultravioleta, conocidas comúnmente como partículas magnéticas fluorescentes.
El requisito básico para las partículas secas es que tengan las propiedades magnéticas adecuadas, además que sean ligeras y móviles. Las partículas empleadas en el método seco tienen características similares a las del método húmedo, excepto que se utilizan secas, en forma de polvo. Las partículas secas dependen de que el aire las lleve a la superficie de la pieza, por lo que se pueden utilizar pistolas, bulbos o aplicadores racionadores en forma de pera o tipo salero.
Las partículas húmedas son producidas en forma de un polvo concentrado seco, que puede ser para suspensiones en aceite o en agua. Las partículas en polvo tienen la necesidad de mezclarse con agentes que faciliten su dispersión, agentes humectantes, agentes inhibidores de corrosión, etc. Las partículas en forma de polvo pueden ser vertidas directamente en el tanque para preparar el baño, sin la necesidad de mezclarlas previamente.
Principios Básicos
Cuando se estudia el comportamiento de un imán permanente,
se puede observar que éste se compone por dos polos, Norte y Sur, los cuales
determinan la dirección de las líneas de flujo magnético que viajan a través de
él y por el espacio que lo rodea, siendo cada vez más débiles con la distancia.
Si cortamos el imán en dos partes, observaremos que se crean
dos imanes nuevos, cada uno con sus dos polos, Norte y Sur, y sus
correspondientes líneas de flujo magnético. Esta característica de los imanes
es la que permite encontrar las fisuras abiertas a la superficie, y los
defectos internos en una pieza, como se explicará a continuación.
La magnetización de un material ferromagnético se puede
lograr mediante la inducción de un campo magnético fuerte, desde una fuente
externa de magnetización (un electroimán), o mediante el paso de corriente
directamente a través de la pieza. La fuerza del campo generado es resultado de
la cantidad de corriente eléctrica que se aplique y el tamaño de la pieza, entre
otras variables.
Una vez magnetizado el objeto de estudio, éste se comporta como un imán, es decir, se crean en él dos polos magnéticos Sur y Norte. Estos polos determinan la dirección de las líneas de flujo magnético, las cuales viajan de Norte a Sur.
Una vez magnetizado el objeto de estudio, éste se comporta como un imán, es decir, se crean en él dos polos magnéticos Sur y Norte. Estos polos determinan la dirección de las líneas de flujo magnético, las cuales viajan de Norte a Sur.
Teniendo la pieza magnetizada (magnetización residual), y/o
bajo la presencia constante del campo magnético externo (magnetización
continua), se aplica el polvo de limadura de hierro seco, o suspendido en un
líquido (agua o algún destilado del petróleo). Donde se encuentre una
perturbación o una fuga en las líneas de flujo magnético, las pequeñas
partículas de hierro se acumularán, formando la indicación visible o
fluorescente, dependiendo del material usado.
La perturbación o fuga del campo magnético se genera por la
formación de dos polos pequeños N y S en los extremos del defecto (fisura,
poro, inclusión no-metálica, etc.). En la figura se muestra este efecto.
Al igual que en la mayoría de los Ensayos No Destructivos,
en la inspección con Partículas Magnéticas intervienen muchas variables
(corriente eléctrica, dirección del campo, tipo de materiales usados, etc.),
las cuales deben ser correctamente manejadas por el inspector para obtener los
mejores resultados. Por esta razón las normas MIL, ASTM, API, AWS y ASME entre
muchas otras, y los manuales de mantenimiento de las aeronaves, exigen la
calificación y certificación del personal que realiza este tipo de pruebas, con
el fin de garantizar la confiabilidad de los resultados y así contribuir a la
calidad del producto. Entre las regulaciones más conocidas de certificación de
personal se encuentran: NAS-410, ISO 9712, SNT– TC–1A, ANSI/ASNT CP-189 y
EN-473.
radiografia
El caso de la Radiografía Industrial (RT), como prueba no
destructiva, es muy interesante; pues permite asegurar la integridad y
confiabilidad de un producto; además, proporciona información para el
desarrollo de mejores técnicas de producción y para el perfeccionamiento de un
producto en particular.

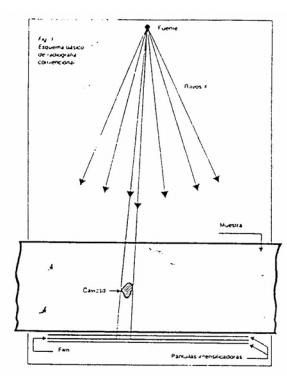
La Inspección por RT se define como un procedimiento de inspección no destructivo de tipo físico, diseñado para detectar discontinuidades macroscópicas y variaciones en la estructura interna o configuración física de un material. En la siguiente imagen se muestra una imagen del arreglo radiográfico empleado con mayor frecuencia.
Al aplicar RT, normalmente se obtiene una imagen de la estructura interna de una pieza o componente, debido a que este método emplea radiación de alta energía, que es capaz de penetrar materiales sólidos, por lo que el propósito principal de este tipo de inspección es la obtención de registros permanentes para el estudio y evaluación de discontinuidades presentes en dicho material. Por lo anterior, esta prueba es utilizada para detectar discontinuidades internas en una amplia variedad de materiales.
Dentro de los END, la Radiografía Industrial es uno de los métodos más antiguos y de mayor uso en la industria. Debido a esto, continuamente se realizan nuevos avances que modifican las técnicas radiográficas aplicadas al estudio no sólo de materiales, sino también de partes y componentes; todo con el fin de hacer más confiables los resultados durante la aplicación de la técnica
principio físico
El principio físico en el que se basa esta técnica es la interacción entre la materia y la radiación electromagnética, siendo esta última de una longitud de onda muy corta y de alta energía.Durante la exposición radiográfica, la energía de los rayos x o Gamma es absorbida o atenuada al atravesar un material. Esta atenuación es proporcional a la densidad, espesor y configuración del material inspeccionado.La radiación ionizante que logra traspasar el objeto puede ser registrada por medio de la impresión en una placa o papel fotosensible, que posteriormente se somete a un proceso de revelado para obtener la imagen del área inspeccionada; o bien, por medio de una pantalla fluorescente o un tubo de video, para después analizar su imagen en una pantalla de televisión o grabarla en una cinta de video.
En términos generales, es un proceso similar a la fotografía, con la diferencia principal de que la radiografía emplea rayos x o rayos Gamma y no energía luminosa.En la actualidad, dentro del campo de la industria existen dos técnicas comúnmente empleadas para la inspección radiográfica: Radiografía con rayos x y Radiografía con rayos gamma.
La principal diferencia entre estas dos técnicas es el origen de la radiación electromagnética; ya que, mientras los rayos x son generados por un alto potencial eléctrico, los rayos gamma se producen por desintegración atómica espontánea de un radioisótopo. Los rayos x son generados por dispositivos electrónicos y los rayos gamma por fuentes radioactivas naturales o por isótopos radiactivos artificiales producidos para fines específicos de Radiografía Industrial, tales como: iridio 192, cobalto 60, cesio 137 y tulio 170. La fuente de rayos X es el ánodo en un tubo eléctrico de alto voltaje. Cuando se prende, el haz de electrones generado en el cátodo impacta sobre el ánodo y esto provoca la emisión de los rayos X en todas direcciones; la capa de blindaje alrededor del tubo absorbe los rayos X, excepto aquellos que escapan a través de un orificio o ventana que existe para tal fin. Los rayos que pasan se emplean para producir la radiografía. Cuando se apaga la máquina de rayos X, la radiación cesa y la pieza inspeccionada no conserva radioactividad.
Un radioisótopo, como por ejemplo el cobalto 60 o el iridio 192, emiten radiación constante por lo que se emplean contenedores especiales o cámaras para almacenar y controlarlos dentro de una cápsula, que es una pequeña píldora que se conecta al final del cable de control. Cuando la cápsula está en el contenedor, la mayoría de los rayos gamma son absorbidos por el blindaje. Cuando la fuente se sacada del contenedor por medio del cable de control, la radiación del radioisótopo se dispersa en todas las direcciones y es empleada para crear una radiografía.
Aunque existen arreglos especiales, diseñados para casos determinados, el equipo que se emplea con más frecuencia para la inspección radiográfica es el siguiente:
a) Fuente de radiación (rayos X o rayos gamma).
b) Controles de la fuente.
c) Película radiográfica.
d) Pantallas intensificadoras.
e) Indicadores de calidad de la imagen.
f) Accesorios.
Aplicaciones
Las propiedades particulares de la radiografía facilitan su aplicación a nivel industrial, médico y de investigación; pues adicionalmente de que la energía de la radiación puede ser absorbida por la materia, también puede hacer fluorescer ciertas sustancias; siendo por todo esto que la técnica tiene diversas aplicaciones en diferentes ramas.
En primer lugar, están las aplicaciones en las que se emplea la energía radiante y su efecto sobre la materia, como es el caso de las aplicaciones físicas (efectos de fluorescencia) médicas (destrucción de ciertas células) y biológicas (mutaciones o aplicaciones de esterilización biológica).
En segundo lugar, deben mencionarse las aplicaciones en las cuales se emplean los efectos físicos, como son la difracción (determinación de estructuras cristalográficas), fluorescencia (determinación de composición química) y la ionización (detección de la radiación), etc.
En tercer lugar, se tienen las aplicaciones en las que se mide la atenuación de la radiación, como es el caso de la medición de espesores en proceso de alta temperatura; la medición de niveles de fluidos; la determinación de densidades en procesos de producción continua y la Radiografía Industrial.
Finalmente, resta aclarar que la corta longitud de onda de la radiación que emplea la radiografía le permite penetrar materiales sólidos, que absorben o reflejan la visible; lo que da lugar al uso de esta técnica en el control de calidad de productos soldados, fundiciones, forjas, etc. para la detección de defectos internos macroscópicos tales como grietas, socavados, penetración incompleta en la raíz, falta de fusión, etc
Ventajas de la Radiografía Industrial
- Es un excelente medio de registro de inspección.
- Su uso se extiende a diversos materiales.
- Se obtiene una imagen visual del interior del material.
- Se obtiene un registro permanente de la inspección.
- Descubre los errores de fabricación y ayuda a establecer las acciones correctivas.
Limitaciones de la Radiografía Industrial
- No es recomendable utilizarla en piezas de geometría complicada.
- No debe emplearse cuando la orientación de la radiación sobre el objeto sea inoperante, ya que no es posible obtener una definición correcta.
- La pieza de inspección debe tener acceso al menos por dos lados.
- Su empleo requiere el cumplimiento de estrictas medidas de seguridad.
- Requiere personal altamente capacitado, calificado y con experiencia.
- Requiere de instalaciones especiales como son: el área de exposición, equipo de seguridad y un cuarto oscuro para el proceso de revelado.
- Las discontinuidades de tipo laminar no pueden ser detectadas por este método.
Excelente post
ResponderEliminarHe llegado a este blog por el interés sobre la boroscopia industrial y me has aclarado muchos conceptos técnicos.
Gracias.
http://www.multipleindt.com/
ResponderEliminar