FUNDICIÓN DE PISTONES RECICLADOS
Fundición
La fundición es una de las actividades humanas más antiguas, que nace de la necesidad de dar forma y características especiales a distintas piezas metálicas, el proceso consta de trasformar un material metálico o aleación en otro utilizando altas temperaturas y un molde que contiene la forma de la pieza que se desea fabricar, en donde se deposita el metal en estado líquido y se deja enfriar hasta que vuelva a su estado sólido, la técnica ha ido evolucionando al pasar de los años con la mejora de la destreza de los artesanos, esta actividad marca el desarrollo de las civilizaciones antiguas y el avance industrial de las naciones, por lo cual el arte de la fundición se ha vuelto una ciencia moderna donde se busca mecanizar, automatizar o reemplazar equipos antiguos, mediante sistemas adecuados que conduzcan a disminuir los costos (Quintero,2018).
Defectos de la fundición
Al momento de la fundición existen inconvenientes que determinan la calidad de la misma, con lo cual se ve afectado el resultado final, estos inconvenientes se presentan debido a diferentes factores como son el material de partida, la estructura del molde, temperatura de la colada, etc.
Por lo tanto, para (Groover, 2007) los defectos que se presentan en la fundición son los siguientes:
Figura 2
Vacíos en la fundición



Cavidad de fuga. Se determina como una depresión en las superficies de la fundición, esto es debido a fugas en el vertido de la colada al momento del endurecimiento de la misma y así se restringe en la cantidad del metal fundido, se presenta más frecuentemente en las paredes de la fundición. Comúnmente se soluciona con un diseño apropiado en la boca de vertido del molde.

Microporosidad. Es una serie de pequeños vacíos distribuidos a lo largo del material fundido, esto se da por una falta de solidificación en un área específica fundición final, este fenómeno se adjunta a las distintas aleaciones las cuales de manera fraccionada se presentan al momento de la solidificación.
Según (Naro y Williams, 2019) se opta por añadir ciertas cantidades de ferroselenio (FeSe), a la fundición que suprime las microporosidades en la misma.

Temperatura de fusión de los metales
Para (Intelangelo y Bonato, 2019) esta temperatura es el punto donde comienza a fundirse los diferentes tipos de metales, por lo cual empieza a convertirse de un estado sólido a un estado líquido a continuación tenemos algunos de los metales más usados y la temperatura de fusión de cada uno.

Temperatura de colada
La temperatura de colada es un exceso de temperatura que se le da al material metálico para evitar el enfriamiento que se produce cuando se le retira del horno, esta temperatura debe ser más alta a la temperatura de fusión (Intelangelo y Bonato, 2019).
Moldes para fundición
Los moldes para la fundición son el resultado de un estudio o diseño previo que se realiza en función de capturar las características que debe tener la nueva pieza, ya sea fabricado en una pieza sólida que puede ser reutilizada las veces que sean necesarios, o a su vez, los moldes pueden ser fabricados de piezas desechables, que una vez que son utilizadas para marcar las características sobre un material maleable se destruyen para dejar el espacio donde se deposita el metal fundido (Pachacama Nasimba et al., 2020).
De acuerdo a (Groover, 2007) nos muestra un ejemplo claro de un tipo de molde por placas como se aprecia en la Figura 7, en donde el molde se forma por dos piezas que se encajan para formar una cavidad, estas placas se unen por medio de abrazaderas que mantiene a las piezas juntas mientras el material metálico toma la forma de la pieza que se desea obtener, además de las abrazaderas los moldes deben tener un canal de distribución por donde fluya el material metálico fundido de la boquilla del barril de inyección a la cavidad del molde, conjunto con el canal debe existir un Bebedero que va de la boquilla al molde, un Vaciador que van de la toma a la cavidad o cavidades.

Tipos de moldes
Según (Carrizosa, 2007) los tipos de moldes se clasifican en 3 grupos que determinan el tipo de fundición que se va a realizar:

Molde y modelo desechable. Este tipo de molde es utilizado en su mayoría en la fundición por arena, en donde se utiliza un material evaporable que tiene las características de la pieza que se quiere fabricar y se ingresa a presión en la arena hasta generar una cavidad donde se ingresa el material metálico fundido, el cual evapora el molde por el exceso de calor.


Moldeo en arena
Para (Intelangelo y Bonato, 2019) el modelado en arena es un método de fundición en el cual se copia un modelo específico, utilizando tierra o arena de moldeo, esta arena se encuentra constituida a partir de material arcilloso, obteniendo propiedades plásticas, elasticidad y maleabilidad, esto ayuda a que la pieza tenga la forma requerida mediante compactación de dicho material.
Al obtener la compactación requerida, se retira el molde quedando una cavidad en su interior, en la cual se vierte el material fundido.
Este proceso es económico y apto para temperaturas elevadas, incluyendo todo tipo de metales, una de las desventajas de este proceso es tener que realizar un molde para cada pieza.
Tipos de moldeo en arena
Según (Villacis, 2015) explica que los tipos de moldeo en arena se clasifican por medio de los tipos de arena base y los métodos utilizados en su producción.
Arena de moldeo en verde. Se conoce como moldeo en verde al proceso en el cual la arena utilizada en el molde contiene humedad al momento que el material fundido es vaciado en el mismo, este método es el más antiguo y utilizado debido a su economía.
Para realizar este método se mezcla arena, arcilla (bentonita) y agua en partes proporcionales las cuales son arena 90%, agua 3% y arcilla 7%.



Proceso de molde de caja fría. Para este proceso el endurecimiento de la mezcla de arena base junto con el aglutinante orgánico se da por la acción de un catalizador ya sea en forma de gas o vapor a temperatura ambiente que pasa a través de la arena.

Aluminio como material fundente.
Según (Rodríguez, 2017) : El aluminio es una materia prima de gran contribución al desarrollo del ser humano con lo cual por el paso de los años ha sido unos de los principales metales en el avance tanto en el campo industrial como en el tecnológico.
El aluminio es uno de los tres elementos más abundantes de la corteza terrestre, entre sus características más resaltables de este elemento, es la gran resistencia a la corrosión y su baja densidad que posee, este material es muy atractivo para la fabricación de elementos o piezas industriales, por lo cual se la puede encontrar en una gran variedad de productos y dependiendo del uso se la puede encontrar en forma pura, aleado con diferentes metales y aleado con compuestos no metálicos con el fin de encontrar la mejor combinación.
Como material fundente el aluminio posee grandes beneficios, por la gran capacidad de conservar sus propiedades físicas como químicas originales, sin importar el número de veces que este sea fundido, este proceso de fundición con aluminio ayuda a garantizar un ahorro tanto económico como un ahorro en el tiempo de producción gracias al método de fundición se puede fabricar piezas industriales que con otros tipos de métodos son muy difíciles.

Aluminios fundidos. Los grupos principales de las no tratables térmicamente son la serie 1xxx, 5xxx y 6xxx Aluminios forjados. Dentro de estas aleaciones tenemos las tratables térmicamente las cuales son 2xxx, 3xxx, 4xxx y 7xxx en esta serie se encuentran aleaciones de aluminio con mayores resistencias mecánicas (Zuniga y Aguilar, 2016).

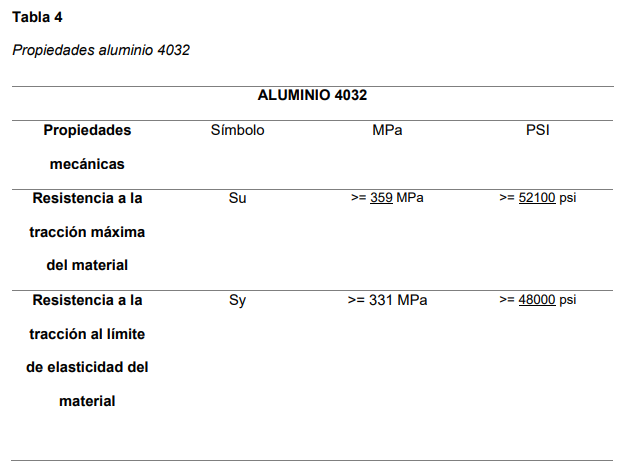
Aluminio 4032
El aluminio perteneciente a la serie 4xxx se caracteriza por tener aleaciones al aluminiosilicio, produciendo que el material obtenga distintas características como son una buena resistencia al desgate y a temperaturas elevadas.
El Aluminio 4032 es uno de los aluminios que se encuentra bien situado al momento de usarlo para la fabricación de pistones de motores (Ortolá, 2009). Entre las características mecánicas y químicas que posee el aluminio 4032 tenemos los siguientes valores:

Aplicaciones
La aplicación industrial del aluminio ha hecho que esta materia prima sea uno de los más importantes tanto en la variedad de uso como en la cantidad, siendo en la actualidad un material que tiene diferentes ámbitos en la industria, entre las más principales tenemos:
a. En la industria de transporteb. En diferentes tipos de envases y embalajesc. En la construcción y edificaciónd. En el sector automotriz
Fabricación de pistones
Según (Resendez, 2015) determina que un pistón tiene que diseñarse de tal modo que permita una propagación estable del calor, ayudando a evitar la deformación de las moléculas internas en el material debido a las altas temperaturas.

Materiales de fabricación de un pistón
Para la fabricación de un pistón se toma en cuenta distintas aleaciones estas pueden ser: aluminio-cobre, aluminio-cobre-níquel-hierro o aluminio-silicio, en donde esta última aleación es la que tiene mayor demanda debido a sus propiedades mecánicas las cuales incluyen alta resistencia y conducción térmica así mismo de una menor dilatación térmica, uno de sus inconvenientes más notables es que al aumento del silicio disminuye su capacidad de ser maquinado por lo tanto aumenta el costo de producción (Hernández et al., 2015).
Probetas de ensayo Según (Nieto y Avedaño, 2018)
menciona que para poder entender la resistencia que tiene cualquier tipo de material se deben efectuar diferentes pruebas, las cuales demuestren los distintos cambios que sufre estos materiales ante las posibles situaciones que se pueden presentar durante su vida útil.
Para poder obtener diferentes propiedades y características de un material o una combinación de varios materiales es necesario realizar pruebas, para así poder simular algunas de las condiciones en las cuales están sometidas este tipo de elementos.
Entre estos elementos tenemos las probetas de ensayo las cuales están compuestas por diferentes materiales, los cuales serán sometidos a diferentes ensayos mecánicos según sea el caso que se los requiera. Las probetas normalmente son modelos a escala de una pieza similar a la original, así como también pequeños trozos de diferentes formas que cumple con normas estandarizadas, para que puedan ser utilizadas en los diferentes ensayos según sea el método que se los vaya a aplicar (HAMBURG, 2020).
a) Probetas redondas con terminaciones roscadas
b) Probetas redondas con terminaciones lisas
c) Probetas planas con terminales lisas
d) Probetas cilíndricas

Ensayos mecánicos
Los ensayos mecánicos estudian los diferentes comportamientos a los cuales son sometidos los materiales con distintos tipos de esfuerzo, para lo cual se utiliza una relación tanto entre la fuerza aplicada como en los resultados de deformación.
Dependiendo del tipo de ensayo que se utilice y con los resultados obtenidos se pueden diseñar nuevos componentes y desarrollar nuevas combinaciones de materiales según sea el caso y así poder mejor la calidad de la pieza a desarrollar. Para poder obtener las características y propiedades mecánicas más exactas de los diferentes materiales se emplea uno o varios métodos de ensayos normalizados según sean los más convenientes, entre los métodos de ensayo tenemos:


Tipos de ensayos mecánicos
Ensayo de compresión. Para (Morral et. al,2004) el ensayo de compresión determina el
comportamiento de un material sometido a una carga compresiva uniaxial, este ensayo permite
conocer el limite elástico, el límite de fluencia de dicho material, así mismo como el máximo
esfuerzo compresivo que puede soportar un material, que se determina como la capacidad de
soportar una carga compresiva sin romperse.

Ensayo de flexión. El ensayo de flexión es uno de los más comunes y más estudiados dentro del campo de los ensayos de los materiales, el más habitual es el ensayo por flexión en tres puntos. En el cual se analiza una viga elevada en dos puntos en cada lado de los extremos, y la fuerza se la aplica en el centro.


Ensayo de torsión. En este tipo ensayos a los materiales se les aplica fuerzas opuestas en los extremos de su estructura, por lo cual se ven sometidos a rotaciones, este tipo de giro se le denomina torsión. Gracias a la resistencia a la torsión que sufre el material se puede analizar la resistencia a los esfuerzos que puede soportar el mismo.

Ensayo de resistencia a la fatiga. Este tipo de ensayo va directamente dirigido a elementos mecánicos los cuales son sometidos a diferentes cargas dinámicas como lo son las vibraciones. Por lo cual el ensayo a la resistencia a la fatiga analiza el límite de carga el cual resiste el material a la carga dinámica sin sufrir una ruptura en su estructura (HAMBURG, 2020).



Diseño mecánico
Esfuerzo
El esfuerzo se hace referencia a la razón que se determina dividiendo una carga P aplicada entre el área 𝐴0 de la sección transversal original del espécimen, con lo cual se determina que el esfuerzo es constante en dicha sección transversal y en toda la región entre los puntos calibrados (Hibbeler 2006).
Deformación
Se determina como la variación longitudinal de un espécimen y se expresa como el cambio en la longitud calibrada 𝛿 sobre la longitud calibrada original 𝐿0, se supone que la deformación unitaria es constante en la región entre los puntos calibrados (Hibbeler 2006).
Diagrama esfuerzo – deformación
Según (Valera, 2005) el diagrama esfuerzo deformación expresa el comportamiento de distintos materiales a los cuales se les aplica una carga estática ya sea a tensión o a compresión, así mismo determina su estructura al momento que la carga sea retirada y el material se descarga.
Igualmente, este diagrama ayuda a determinar las distintas zonas en las que se encuentra un material al momento de generarse un esfuerzo como son la zona elástica y la zona plástica como se puede observar en la Figura 25 (a).
Este diagrama también presenta los parámetros de esfuerzo y resistencia que tiene un material como son la resistencia a la fluencia “Sy” y la resistencia a la tensión “Su” tal como se observa en la Figura 25 (b).

Resistencia a la fluencia Sy. Se determina como el punto del diagrama esfuerzo – deformación en el cual existe un mayor incremento de la deformación con poco o ningún aumento del esfuerzo, lo cual indica que el material ha cedido o se ha alargado en gran medida y forma plástica permanente (Mott, 2004)
Normativas de ensayos mecánicos
Para el desarrollo de las probetas de ensayos mecánicos es necesario conocer las normativas a las cuales se rigen para de este modo dimensionar cada probeta de una manera correcta y utilizar la maquinaria necesaria para cada ensayo.
Los ensayos serán realizados conforme a la normativa ASTM (American Society for Testing and Materials), que establece estándares para su realización y establece las condiciones más adecuadas para la obtención de resultados acercados a la realidad.
Noma para ensayo de tracción
El ensayo de tracción se basa en la normativa ASTM E8M la cual proporciona métodos de prueba que determinan la tensión de materiales metálicos en distintas formas a una temperatura ambiente, esta norma más específicamente determina la resistencia a la fluencia, el rendimiento del punto de alargamiento, la resistencia a la tracción, elongación y la reducción de área (ASTM E8M, 2018).
Norma para ensayo de compresión
Para la realización del ensayo de compresión la norma en la cual se basa es la ASTM E9 en la cual se determina datos de las propiedades mecánicas de los materiales a temperatura ambiente, así mismo como la fuerza de compresión uniaxial, la cual se aplica a probetas de un material cilíndrico que debe ser sólido, o a una lámina delgada que darán resultados para la investigación del comportamiento de los materiales en tensión/deformación y sus propiedades críticas, otros resultados serán la resistencia a la compresión, limite elástico y módulo de elasticidad (ASTM E9, 2018).
Norma para ensayo metalográfico
El ensayo metalográfico se basa en la normativa ASTM E112-96 la cual permite determinar la medición del tamaño de grano incluyendo los procedimientos de comparación, el procedimiento planimétrico y los procedimientos de intercepción, estos métodos de ensayo ocupan únicamente de la determinación del tamaño de grano plano, lo que quiere decir la caracterización de las secciones de grano bidimensional reveladas por el plano de seccionamiento.
Estos métodos describen técnicas realizadas manualmente utilizando una serie estándar de imágenes de gráficos graduados para el método de comparación o plantillas simples para los métodos de conteo manual (ASTM E11-96, 2004).
Análisis químico
Para el análisis químico de un material se utiliza la espectrometría que es una técnica que utiliza el análisis cualitativo y cuantitativo de una sustancia química, esta técnica se usa en la evaluación de sustancias por medio de muestras para investigar el espectro de composición que conforman dicha muestra (Espectrometría, 2020).

Espectrometría de emisión óptica por chispa
Es una técnica espectroscópica que analiza las longitudes de onda de los fotones emitidos por los átomos o moléculas durante su transición desde un estado inferior de energía.
Cada elemento emite un conjunto característico de longitudes de onda en función de su estructura electrónica, y mediante la observación de estas longitudes se determina la composición elemental de la muestra (Metalinspec, 2021).

Diseño y manufactura de probetas para ensayos mecánicos
Requerimientos
Para los requerimientos necesarios en la producción de las probetas de ensayos mecánicos en primera instancia se necesita la recopilación de material reciclado que en este caso serán pistones automotrices.
Los pistones automotrices son de una aleación compuesta principalmente de aluminio y añadido distintos metales, los cuales ayudan a mejorar sus propiedades mecánicas permitiendo resistir los impactos y desgaste en su trabajo continuo dentro del motor.

Diseño de probetas
Para el diseño de las probetas como paso inicial es la realización de dos moldes de arena para los distintos ensayos: un molde que servirá para obtener una placa rectangular de aluminio para las probetas de ensayos de tracción y metalográfico, así mismo un molde para obtener un cilindro de aluminio que se utilizará en los ensayos de compresión, de los cuales posteriormente tanto la placa como el cilindro serán mecanizados y se obtendrán las probetas de acuerdo a las medidas y estándares conforme a cada normativa.
Fabricación del molde de arena
Para la fabricación del molde, la arena de fundición que se utiliza comúnmente es sílice, ya que contiene buenas propiedades refractarias, lo que quiere decir que puede soportar altas temperaturas sin fundirse o sufrir alguna alteración en su estructura.
Otra característica que es necesario conocer para la fabricación del molde de arena es el tamaño de grano y su distribución en la mezcla, la mezcla común que se utiliza para su fabricación es 90% arena, 3% de agua y 7% de arcilla.

Al momento de obtener la arena necesaria se procede a refinarla esto en un molino el cual permite que la arena se separe en partículas más pequeñas y el tamaño de grano sea el adecuado para poder mezclarla más fácilmente con un aglutinante que es la arcilla (bentonita) y agua, para su posterior compactación a este proceso se lo conoce como moldeo en arena verde.


Dimensionamiento de los moldes
Para la fabricación de los moldes se necesita de un bastidor el cual ayudará para compactar la arena y así obtener la pieza deseada, así mismo de un núcleo de madera que conformará la cavidad dentro del molde para dar forma a la pieza final en la fundición.
El bastidor es una caja en dos partes, a la cual se introduce el núcleo base y la arena para formar el molde final.

Compactación del molde
Al obtener el núcleo de los diferentes moldes se procede a realizar la compactación de la arena en el bastidor junto con el núcleo previamente hecho, esto para obtener una cavidad lo suficientemente estable y así permitir que el producto final de la fundición tenga una estructura aceptable para su posterior manufactura.


Molde de placa rectangular
Teniendo en cuenta las necesidades de cada probeta para ensayos de tracción, se determinó la estructura base que ayudará a la manufactura de probetas planas, por lo tanto, se diseñó un molde rectangular con una forma base que tiene una dimensión de 200 mm x 200 mm x 5 mm.

Molde cilíndrico
Para realizar las probetas que serán utilizadas en los ensayos de compresión se determinó un cilindro base que será manufacturado posteriormente de acuerdo a los estándares que determina la norma para cada probeta.
El cilindro tiene una dimensión de 40 mm de diámetro x 110 mm de longitud como se puede apreciar en la figura 37.

El croquis del cilindro preliminar lo se realizó en el programa solidwork.
Fundición del material
Para la fundición del material que en este caso es aluminio, provisto de pistones reciclados hay que tener en cuenta su temperatura de fusión, la cual se conoce que es 660 °C (1 220 °F), se necesita de un horno que ayude a llegar a esa temperatura.

Estos hornos son alimentados con un compresor que suministra aire para aumentar su temperatura según las necesidades del material que se necesita fundir.

Una vez que el horno se encuentra encendido y precalentado se procede a integrar de uno en uno los pistones hacia el interior del mismo por medio de un agujero en la tapa superior denominado boca, el cual envía directamente los pistones hacia el crisol que se encuentra en el interior que servirá para recolectar la colada.

Por lo tanto, es importante retirar dichas impurezas ya que, si se vierten dentro de los moldes, generaran imperfecciones en la fundición, determinando una calidad inferior en la pieza final a la cual se presume llegar.

Al retirar el material se procede al vertido en los moldes de una manera constante por medio de un orificio en el molde denominado bebedero.

Una vez que la colada se ha vaciado en el molde se deja enfriar por unos minutos para que se solidifique el material fundido en el molde y obtener la pieza resultante desmoldando el bastidor y extrayendo dicha pieza conforme a la estructura y forma requerida.



Dimensionamiento de las probetas
Probetas para ensayo de tracción
Según la norma ASTM E8M las probetas para ensayos de tracción tienen una estructura de “I” con ensanchamiento en los extremos que permiten la sujeción a la máquina, teniendo en cuenta este parámetro la probeta se estructuro de la siguiente manera como se aprecia en la figura 44.

Probetas para ensayo de compresión
En la norma ASTM E9 se especifica que las probetas para ensayos de tracción tienen una forma cilíndrica con lo cual se ha dimensionado de la siguiente manera como se determina en la figura 45.

Probetas para ensayo metalográfico
En el ensayo metalográfico y según la norma ASTM E112-96 no especifica un dimensionamiento exacto de la probeta con lo cual se ha decidido realizar las probetas de una manera óptima que cumpla con los métodos necesarios para realizar el ensayo, dando así las dimensiones que observan en la figura 46.

Mecanizado de las probetas
Para obtener las probetas a las dimensiones deseadas se requiere un proceso de manufactura o mecanizado de las piezas bases, las cuales son la placa rectangular y el cilindro.
En caso de la placa rectangular que está prevista para las probetas de ensayos de tracción y metalográfico se determinan en primera instancia cortar piezas individuales las cuales serán de ayuda para manipular más fácilmente en la maquinaria y determinar la forma específica final de cada probeta, estas placas serán cada una de 30 mm x 200 mm y dejando una última de 20 mm x 200 mm de acuerdo a la figura 47.

La placa se ha distribuido para obtener seis probetas de tracción y cuatro probetas para estudio metalográfico.



En caso del cilindro y las probetas para ensayos de compresión se utilizó un torno el cual nos permite desbastar el espesor del cilindro hasta obtener el diámetro especifico de las probetas.

Teniendo en cuenta el diámetro requerido se procede a cortar el cilindro a la longitud deseada, para posteriormente refrentar las caras y obtener probetas totalmente rectas en sus superficies superior e inferior con lo cual nos ayudara a una estabilidad correcta al momento de utilizar la máquina de ensayos de compresión.

Comentarios
Publicar un comentario