TEORÍA DE LOS ERRORES METROLOGÍA
A continuación se muestra un cuadro en el que se resume las distintas causas de error que se presentan en un proceso de medición.


Errores del aparato.
Defectos de construcción.- los equipos de medición llegan a las manos del usuario u operador con un cierto error, el cual, al usarse se debe corregir la medición realizada, al aplicar un factor de corrección que el mismo fabricante proporciona para este propósito.
Este error se debe a las imperfecciones de maquinado y construcción del aparato o equipo de medición, como es sabido, es difícil y sumamente costoso hacer piezas exactamente iguales, pero si se busca que estas piezas estén dentro del rango dimensional permisible.
El factor de corrección mencionado anteriormente, es obtenido por el fabricante a través de estudios y ensayos, el cual trata de compensar el error involuntario con que funciona el aparato o equipo de medición.
Los factores que generan error debido al equipo de medición pueden ser los siguientes:
- Articulaciones y juegos
- Defectos de rectitud y forma
- Peso, concentricidad, inclinación de contactos
- Defectos de alineamientos y centrado
1. Deformaciones permanentes debidas al desgaste
2. Deformaciones elásticas debidas a:
- Compresión general
- Compresión local
- Flexión, torsión
Errores del operador
Los errores de medición personales son naturalmente inevitables pero pueden disminuirse mediante la practica, de tal modo que el operador en su función de medir deberá tener cuidado en incurrir en ellos en el menor grado posible. Los errores principales que el operador puede cometer son los siguientes:Error de paralaje. Este resulta de la incorrecta posición del operador para leer la lectura que indica el aparato, la manera recomendable es que el operador se coloque en posición perpendicular a la escala o carátula donde deberá hacer la lectura.

Error de posición.- Otra fuente de errores, estriba en la colocación incorrecta de los aparatos o instrumentos a utilizar o también de las piezas a medir. En casi todos los procesos de medición de longitudes, los instrumentos o aparatos deberán colocarse perpendicular paralelamente a la superficie de cuya dimensión se desea medir.

Error por el medio ambiente.
En todas las mediciones efectuadas, en la construcción de elementos de maquinas de precisión, así como en la determinación o verificación de dimensiones de precisión, el medio ambiente en el cual se trabaja es de suma importancia para obtener resultados satisfactorios y de mayor seguridad.
Los factores que intervienen en el error por medio ambiente son los siguientes:
a) Humedadb) Polvoc) Temperatura
De estos factores ya se mencionaron anteriormente los dos primeros incisos, por lo que ahora nuestra atención estará en el factor temperatura.
Error por temperatura. puesto que las dimensiones de los cuerpos sólidos varían al cambiar la temperatura a que se encuentran, se ha fijado para la medición de los productos de precisión una temperatura de referencia internacional ya antes mencionada (20ºC ± 0.5). Por temperatura de referencia se entiende a la temperatura a la que los equipos y las piezas presentan su valor nominal.
En el error por temperatura interviene a su vez los siguientes factores:
a) Variaciones de temperatura en la sala de mediciones
b) Influencia del calor debido a la iluminación artificial y de las radiaciones solaresc) Temperatura del cuerpo humano
a) Variación de temperatura en la sala de medición.
Es indudable que una comisión importante para las mediciones técnicas, es la observación y conservación de una temperatura uniforme en la sala de medición, tanto en la pieza medir como del instrumento utilizado para dicho efecto. Esta condición debe mantenerse ante todo para mediciones absolutas. Para mediciones relativas, el valor de su temperatura o su constancia, por lo que hace referencia a la sala de medición será de menor influencia.
En el primer caso de los citados anteriormente, aparatos y pieza deben someterse durante el tiempo necesario, a la temperatura de la sala de medición (20 ± 0.5°C). En las mediciones relativas se debe presentar la misma temperatura, no importando que sea de 18,20 o 22°C, en el calibre de ajuste o calibre de contraste para calibrar el aparato de medición y en la pieza que se desee medir.
En la práctica, es suficiente una sala de medición con una diferencia de temperatura de 1°C. Las diferencias de temperatura entre la pieza medir y el instrumento a utilizar, dan lugar inevitablemente a errores de medición.
La medida de una longitud hallada a una temperatura distinta a la de referencia, debe corregirse para conocer la medida a esta temperatura. Si el material de la pieza que se mide, tiene el mismo coeficiente de dilatación térmica que el patrón de comparación, la corrección se realiza aplicando la siguiente ecuación:
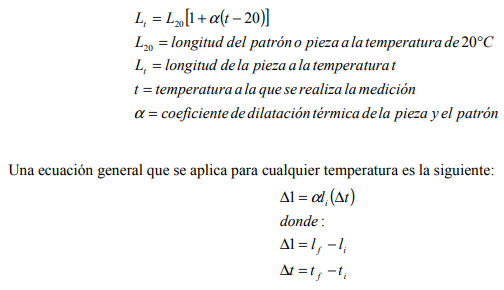

de no haber indicación contraria por parte del fabricante.

b) Influencia del calor generado por los rayos solares o por la iluminación artificial.
No hay que olvidar, que en la medición, la influencia de la temperatura debida al calor de los rayos solares o de las lámparas de alumbrado, dan lugar de inseguridad en las operaciones de medición, por lo cual, se recomienda hacer una distribución adecuada. En la figura 2.6 se puede ver el comportamiento de los equipos de medición con respecto a las lámparas de alumbrado.


Temperatura del cuerpo humano.
La temperatura del cuerpo humano juega un papel importante en las operaciones de medir:
1) cuando el operador sujeta con la mano un instrumento de medición que no tenga empuñadura aislada (el aislamiento elimina la influencia del calor de la mano).
2) Cuando se trata de ajustar algún equipo de medición usando galgas patrón, no se deben sostenerse en la mano demasiado tiempo (sólo el necesario). Para mediciones de precisión, debe evitarse un contacto directo entre operador y los instrumentos de medición usados, por lo que se recomienda que en el trabajo se usen guantes o algún otro material aislante.
Comentarios
Publicar un comentario