PROCESOS DE MAQUINADO DE MATERIALES
TORNEADO
El torneado es una operación con arranque de viruta que permite la elaboración de piezas de revolución (cilíndrica, cónica y esférica), mediante el movimiento uniforme de rotación alrededor del eje fijo de la pieza.
Este proceso usa una herramienta de corte con un borde cortante simple destinado a remover material de una pieza de trabajo giratoria para dar forma a un cilindro, como lo ilustra la figura 18. La figura 19 señala las partes que componen un torno básico.


Principales Características de los Tornos
Se resumen en la siguiente tabla:


PARÁMETROS DEL TRABAJO DE TORNEADO
Los movimientos de trabajo en el torneado son:
Movimiento de corte: por lo general se imparte a la pieza que gira rotacionalmente sobre su eje principal. Este movimiento lo imprime un motor eléctrico que transmite su giro al husillo principal mediante un sistema de poleas o engranajes. El husillo principal tiene acoplado a su extremo distintos sistemas de sujeción (platos de garras, pinzas, mandrinos auxiliares u otros), los cuales sujetan la pieza a mecanizar.
Movimiento de avance: es debido al movimiento de la herramienta de corte en la dirección del eje de la pieza que se está trabajando. En combinación con el giro impartido al husillo, determina el espacio recorrido por la herramienta por cada vuelta que da la pieza. Este movimiento también puede no ser paralelo al eje, produciéndose así conos. En ese caso se gira el carro de debajo del transversal ajustando en una escala graduada el ángulo requerido, que será la mitad de la conicidad deseada.
Profundidad de pasada: movimiento de la herramienta de corte que determina la profundidad de material arrancado en cada pasada. La cantidad de material factible de ser arrancada depende del perfil del útil de corte usado, el tipo de material mecanizado, la velocidad de corte, etc
RAPIDEZ DE REMOCIÓN DEL MATERIAL Y TIEMPO DE CORTE

VELOCIDAD DE CORTE
Como se vio al comienzo del capítulo, se puede calcular la velocidad de corte en función de las rpm y del diámetro de la pieza; esto lo retomamos con el fin de estimar cantidades de trabajo invertido, expresado en tiempo.
El establecimiento adecuado de la velocidad de corte permite fácilmente la determinación del número de revoluciones a la que debe operar la máquina. Cuando no se establece el número adecuado de revoluciones puede generar:
a. Poco aprovechamiento de las capacidades de las máquinasb. Baja calidad en las piezas fabricadasc. Daño a las herramientas o máquinasd. baja efectividad en la planeación y programación del trabajo
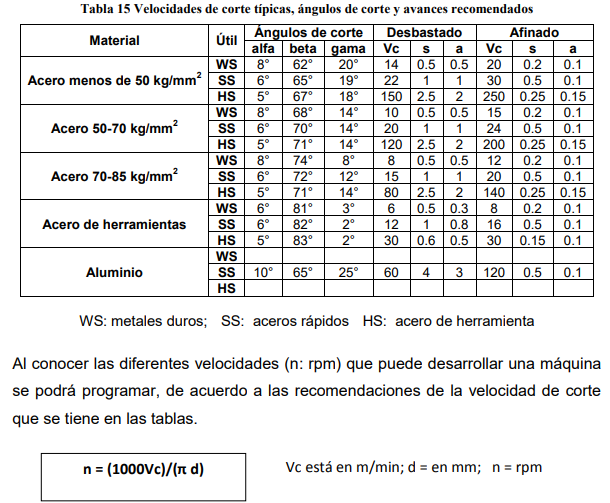
La fórmula general para el cálculo de la velocidad de corte es la siguiente:


Para usar esta tabla se ha de conocer la resistencia a la tensión (tracción) del material a trabajar (p.e. acero sT 5030 está entre 50 y 70 Kg/mm2 ; SAE 1045 tiene 68.7 Kg/mm2 ), igual que decidir con qué tipo de herramienta o útil se trabajará (ver tabla 8), notando que los aceros más duros requieren un ángulo beta mayor (tipo HS); para aceros medianos se optaría por tipo SS. Una vez definido el útil para el tipo de acero, se determinan los valores de velocidad de corte, penetración y avance correspondientes (Vc; s; a), con los que se calcularán los parámetros del programa de trabajo.
OPERACIONES DE TORNEADO
Se muestran a continuación algunas operaciones que se pueden realizar en torno.

La siguiente figura detalla aun más algunas de estas tareas

TIPOS DE TRABAJOS EN TORNO
En el torno de manera regular se pueden realizar trabajos de desbastado o acabado de las siguientes superficies:
- Cilíndricas (exteriores e interiores)
- Cónicas (exteriores e interiores)
- Curvas o semiesféricas
- Irregulares (pero de acuerdo a un centro de rotación)
TERMINADO DE PIEZAS
Con el torno se logra la producción en serie o individual de piezas de alta calidad. El terminado de la piezas producto de un torno puede ser de desbaste, afinado, afinado fino o súper refinado. A continuación se observa una tabla de la clasificación de terminados:

TIPOS DE TORNOS
- Tornos paralelos: El eje de volteo es paralelo a la bancada. Tornos universales: Adopta la relación pieza herramienta posiciones de 360º
- Tornos verticales: Diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de garras u otros operadores, y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal.
- Tornos de copiar: Replica indefinidamente una pieza.
- Tornos Revolver: Para producir grandes cantidades de piezas iguales; tienen un solo usillo varias herramientas, hasta 20 diferentes, que actúan una por una o varias a la vez.
- Tornos automáticos: Realiza secuencia de operaciones sincronizadas mediante controles automáticos (eléctricos, mecánicos, hidráulicos, neumáticos)
- Tornos CNC: Comandados por un cerebro programable, control numérico. Equipos que se controlan por medio de cintas magnéticas o consolas de computadora. Pueden tornear ejes de casi cualquier tamaño y forma, hacen trabajos con varias herramientas al mismo tiempo, existen tornos CN que pueden tener una torre revolver con 60 herramientas.
PRODUCCIÓN EN TORNO
A fin de adelantar una producción en un torno se debe alistar los siguientes documentos:
Plan de Trabajo
Que incluya los siguientes puntos:
- Número de operación
- Nombre de la operación
- Herramienta utilizada
- Velocidad de corte (consulte tablas en velocidades de corte y transmisión)
- Número de revoluciones
- Longitud de trabajo (incluyendo la la, lu)
- Tiempo principal
- Número de vueltas
- Tiempo total
- Observaciones
Plano de taller
Es el dibujo y las características de la pieza necesarias para la fabricación de la misma. Estos siempre deben tener un pie en el que se incluya lo siguiente:
- Nombre de lo que se va a fabricar
- Número de catálogo (cuando existe)
- Número de piezas que se van a fabricar
- Material en el que se debe construir la pieza
- Medidas en bruto del material a procesar
- Escala y acotaciones
- Responsables de diseño y de fabricación
Tiempos de operación
En el torno existen cuatro tiempos de operación:
- Tiempo principal. Este es el que utiliza la máquina para desprender la viruta y con ello se adquiera la forma requerida.
- Tiempo a prorratear. Tiempo que el operario requiere para hacer que la máquina funcione incluyendo armado de la máquina, marcado de la pieza, lectura de planos, volteo de las piezas, cambio de herramientas, etc..
- Tiempo accesorio o secundario. Utilizado para llevar y traer o preparar la herramienta o materiales necesarios para desarrollar el proceso. Por ejemplo el traer el equipo y material para que opere la máquina.
- Tiempo imprevisto. El tiempo que se pierde sin ningún beneficio para la producción, como el utilizado para afilar una herramienta que se rompió o el tiempo que los operadores toman para su distracción, descanso o necesidades.

Tp = L / (S x N)
Ejemplo de un Plan de Trabajo
Se va a adelantar una producción, como lo señala la ficha siguiente:


Ejercicio de un plan de trabajo
A continuación se presenta un plano de taller con las características de un eje de acero. Elabore un plan de trabajo y calcule el tiempo que tardará, con un torno horizontal, en la fabricación de los ejes solicitados. Cambie el material a un acero SAE 1045 con resistencia 68.7 Kg/mm2 , usando herramienta con ángulos SS.
TEORÍA DE LA PRODUCTIVIDAD EN TORNEADO
Las herramientas de corte representan una pequeña parte del costo total de la producción, aproximadamente un 3%. Por ello no sería comprensible que los clientes tendieran a descuidar éstas en sus esfuerzos por ahorrar costos. En realidad nada podría ser más erróneo! Aplicando correctamente las herramientas de corte se reducirán significativamente los costos de producción. Con geometrías específicas y calidades de alto rendimiento para aplicaciones de torneado los fabricantes de herramientas pueden ayudar a los clientes a alcanzar mayores ahorros en el costo.
Comentarios
Publicar un comentario